[VIP第1年] 指数:3
[VIP第1年] 指数:3
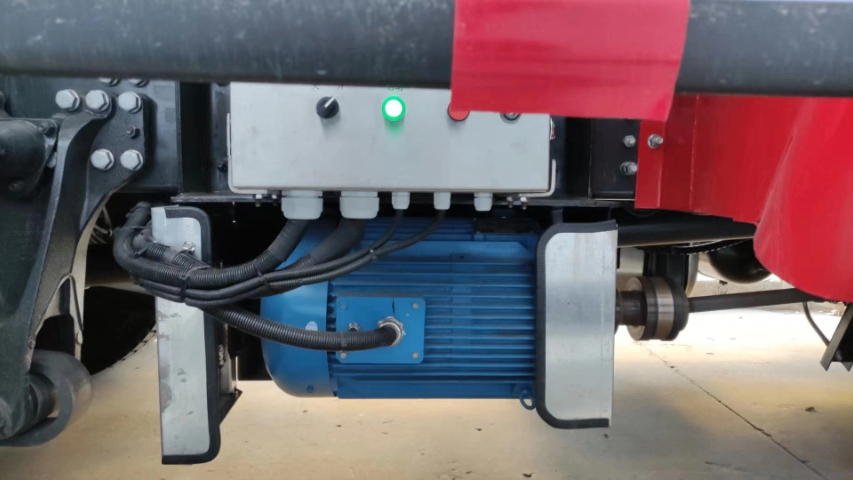
主动皮带轮拆卸盖板联轴器一伺服电机一横梁控制面板支撑板滚珠丝杠联轴器二伺服电机二传动轴张紧轮槽孔合页。具体实施方式以下结合附图对本实用新型的推荐实施例进行说明,应当理解,此处所描述的推荐实施例*用于说明和解释本实用新型,并不用于限定本实用新型。如图1-图4所示,一种新型数控滚珠旋压机,包括机床外壳1、工作台2、配电柜3,配电柜3安装于机床外壳1后方,工作台2下方设有驱动电机一4、驱动电机二5,工作台2上方安装有滚珠盘一6、滚珠盘二7,滚珠盘一6与滚珠盘二7上方设有芯模8,芯模8上方设有动力头9,动力头9上方设有传动机构10,传动机构10包括支撑框架11、从动皮带轮12、主动皮带轮13,支撑框架11上方设有可拆卸盖板14,主动皮带轮13上方设有联轴器一15,联轴器一15另一端与伺服电机一16相连,机床外壳1右侧安装有横梁17,横梁17下方设有控制面板18。旋槽机通常由主轴、进给机构和控制系统组成。杨浦区旋槽机联系方式

使得圆模机座可绕着支撑座旋转,当由平板坯料加工的工件旋压完成后,可开启翻转电机,通过翻转电机的转轴带动旋转轴转动,从而带动与旋转轴固定的圆模机座旋转,使得带有成品工件的圆模座向上转动,便于工件的拿取;当加工空心坯料时,可在上料前先将圆模机座旋转至设定角度,再将空心坯料套设在圆模座上,加工时,通过控制翻转电机反转,带动圆模机座恢复至原始位置,再对空心坯料进行旋压作业;通过设置翻转组件,便于平板坯料加工件的取料,还便于空心坯料加工件的上料和取料。作为推荐的实施方案,所述夹持头其背离夹持气缸一端一体成型有螺纹连接段;所述螺纹连接段外侧套设有加强套;所述加强套其一端与螺纹连接段螺纹连接,其另一端沿其轴向开设有凹槽;所述凹槽中填装有橡胶垫块,在夹持头前侧设置带有橡胶垫块的加强套,可在旋压时增强夹持头与加工板材之间的挤压作用,提高夹持效果,有效防止在旋压时因加工板材滑动而产生旋压偏移的现象。进一步地,所述升降平台包括升降座,及与升降座连接的升降气缸;所述升降气缸其活塞杆通过吊耳与升降座其下底面**固定连接;所述升降座其下底面四角还安装有随动杆。进一步地,所述定位板与固定座焊接固定。进一步地。杨浦区旋槽机联系方式旋槽机的切削速度和进给速度可以根据材料和加工要求进行调整。

图7是本实施例弹簧装入装置结构示意图之二;图8是本实施例旋转定孔装置结构示意图;图9是本实施例旋压装置结构示意图;图中数字表示:1分度盘、11柱体、12固定头、13旋入弹簧、14孔位、15插孔;2浮动治具、21基座、22固定座、23浮动弹簧、24止退块、25腔体、26浮动板;3夹料装置、31夹爪、32支架、33连接板、34水平气缸、35竖直气缸、4分料装置、41斜面摆料台、42托料架、43旋转夹、44三角架、45托料气缸、46v型槽、47固定块、48推料块、49推料气缸;5固定头装入装置、51装料台、52推板、53装入气缸、54固定头振动盘、55槽口、56侧推气缸、57挡板、58装入孔;6弹簧装入装置、61导入空柱、62下压气缸、63横杆、64旋入弹簧振动盘、65吹气板、66上定位柱、661推块、67进气接口、68导入管、69推动气缸;7旋转定孔装置、71感应夹、72光电感应器;8旋压装置、81旋压头、82侧板、83插针、84立板、85横推气缸、86旋压机、87调节杆;9滑料槽。具体实施方式下面结合附图将对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。实施例:参照图1-9所示,本实施例是管件旋压机构。
且芯模8通过传动轴23与动力头9相连,动力头9内部设有轴承,且轴承套设于传动轴23上,从动皮带轮12的数量为两个,且从动皮带轮12套设于传动轴23上,主动皮带轮13与从动皮带轮12通过同步带连接,同步带外侧设有张紧轮24,且张紧轮24的数量为两个,张紧轮24底部开有槽孔25,且张紧轮24与支撑框架11底部螺纹连接,横梁17与机床外壳1连接处设有合页26。为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的工作原理或者操作方式进行详细说明。本实用新型工作原理:通过设置两个滚珠盘与两个芯模8同时运行,节省了加工时间,提高了工作效率,通过设置同步带带动从动皮带轮12运转使在转动过程中两个从动皮带轮12转速相同,通过设置伺服马达一带动主动皮带轮13使转速易于控制,且转速精确,通过设置滚珠丝杠20使支撑框架11得以上下运动,通过设置伺服马达二使支撑框架11上下运动的过程中定位精确,减小了运行误差,通过设置张紧轮24使同步带松紧程度可调,保证了加工过程的稳定性,张紧轮24底部设有槽孔25,可通过调整螺栓在槽孔25的位置来调同步带的松紧程度。旋槽机可以进行直沟槽和斜沟槽的加工。

同时在某个方向给予一定的压力使金属材料沿着这一方向变形和流动而成型某一形状的技术。这里,金属材料必须具有塑性变形或流动性能,旋压成形不等同塑性变形,它是集塑性变形和流动变形的复杂过程,特别需要指出的是,我们所说的旋压成形技术不是单一的强力旋压和普通旋压,它是两者的结合;强力旋压用于各种筒、锥体异形体的旋压成型壳体的加工技术,是一种比较老的成熟的方法和工艺,也叫滚压法。旋压机普通旋压技术:普通旋压简称普旋,可以完成拉深成形、压肋、收口、封口、翻边、卷边等各种工作。普通旋压成形工艺见图2-1.普通旋压工件形状各异,均为轴对称蒲壁空心回转体,因而具有***的用途。有缩旋、扩旋、及卷边等成形过程。普通旋压包括整体成形和局部成形。在现代化的旋压机上针对不同规格工件的不同技术要求,可以采取冷旋与热旋等方法进行相应的塑性成形;主要类别为拉旋、缩旋、扩旋、制梗等多种加工形成。旋压机皮带轮旋压技术:旋压带轮一般有三种基本形式:折叠式带轮、劈开式带轮和滚压式多V型带轮(也称多楔带轮)。旋压带轮与铸铁皮带轮相比的优点是采用旋压工艺制成的(无屑加工),结构轻、省材料,因而转动惯量小,是一种节料、节能的新产品。旋槽机通过旋转刀具来切削金属材料,以形成槽道或凹槽。杨浦区旋槽机联系方式
旋槽机是一种用于加工金属材料的机械设备。杨浦区旋槽机联系方式
自动旋压机的总体布局设计思维指导结全之前我司网站公布的技术文章,我们日常在自动旋压机的总体布局设计思维方面主要取决于自动旋压机的用途和旋压件的工艺过程中。通常在考虑旋压机的布局时,可参照以下指导方法:1.满足自动旋压机旋压件的工艺要求自动旋压机的布局方式首先应该满足工艺要求。一般来说,不同旋压法决定了所需的成形运动。也就决定了各主要部件的相互关系,旋压机的布局就应首先满足这些已给定的工艺要求。由旋压机的工艺过程较为简单,所需要考虑的因素也较少;对于通用型旋压机则应考虑各种可能的加工要求。例如筒形件或管材强力旋压机,只要求几个旋轮布置在工件的周围上,并可作横向和纵向同步进给。一般是把这几个旋轮等分地布置在一个刚性框架上,可免去纵向进给同步的问题;封头旋压和气瓶收口或封底旋压,则要求一个或两个旋轮布置在工件的一侧或两侧作带横向进给的圆弧摆动;对于既要加工锥形件、筒形件,又要加工复合形零件的通用型自动旋压机,则要求一个或两个旋轮布置在主轴轴线一侧或两侧,且要求旋轮不但作横向和纵向进给,还要作圆周转角调整。以适应工艺上改变旋轮攻角的要求。此外,由前述可知,旋压法是多种多样的。杨浦区旋槽机联系方式
文章来源地址: http://dgdq.m.chanpin818.com/gkxtjzbyb/qtgkxtjzbdn/deta_24778051.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。