[VIP第1年] 指数:3
[VIP第1年] 指数:3
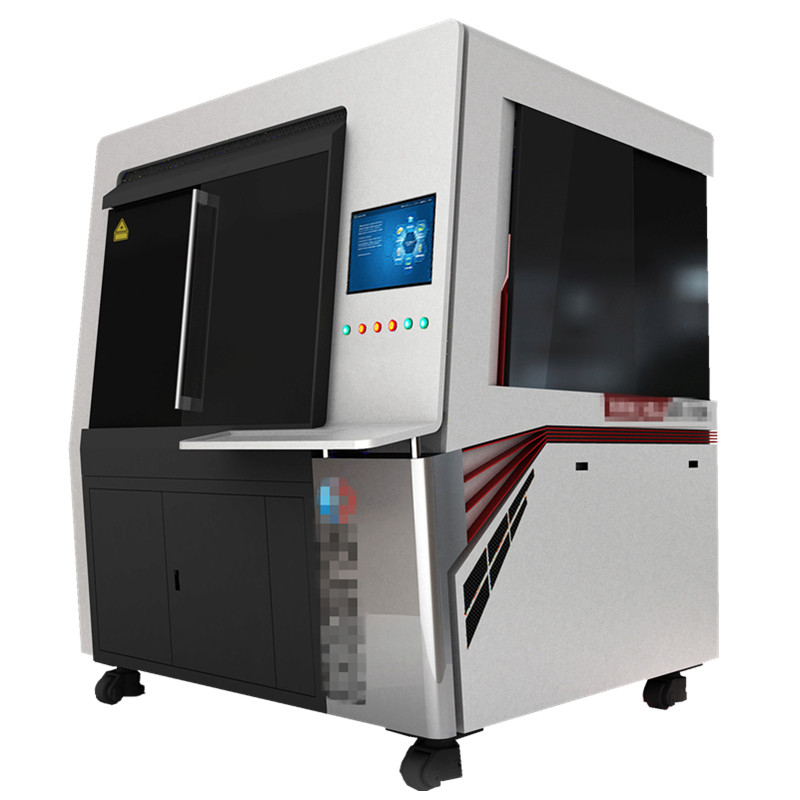
喷涂加工是什么? 通过喷枪或碟式雾化器,借助于压力或离心力,分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法.可分为空气喷涂、无空气喷涂、静电喷涂等的各种派生的方式,如大流量低压力雾化喷涂、热喷涂、自动喷涂、多组喷涂等.喷涂作业生产效率高,适用于手工作业及工业自动化生产,应用范围广主要有五金、塑胶、家私、**、船舶等领域,是现今应用相当普遍的一种涂装方式. 武汉市睿意达技术有限公司位于蔡甸技术开发区,交通便利,临靠京珠和沪溶高速交汇处。是一家集钣金设计,武汉金属喷涂加工生产厂家、制造、喷涂于一体的综合性钣金加工厂家;拥有光纤镭射切割机、数控NCT冲床,武汉金属喷涂加工生产厂家、数控折床、铆钉机、压力机、冷焊机、氩弧焊机、二氧化碳焊机、铝焊机,武汉金属喷涂加工生产厂家、除油锌系磷化池、喷漆及喷塑设备和专业的3D钣金工艺设计团队。

喷涂加工在项目进行中发现喷涂加工过程中很容易出现问题,对工作车间的环境要求高。就塑胶喷涂来说,有几种常见的不良问题,下面就给大家介绍下。 1.颗粒—原因:作业现场不清洁,灰尘混入油漆中;油漆调配好后放太久,油漆与固化剂已产生共聚微粒;喷枪出油量太小,气压太大,令油漆雾化不良或喷枪离物面太近。 解决方法:清洁喷漆室,盖好油漆桶;油漆调配好,不宜放太久;调整喷枪,以使其处于比较好工作状态,确定***口距离物面20-50CM为宜。 2.垂流—原因:稀释剂过量令油漆粘度太低,失去粘性;出油量太大,距物面太近或喷运行太慢;每次喷油量太多太厚或重喷间隔时间太短;物面不平,尤其流线体形状易垂流。 解决方法:按要求配比;控制出油量,确保喷漆离提高喷枪运行速度;每次喷油不宜太厚,分两次比较好掌握间隔喷漆时间;控制出油量,减少漆膜厚度;按使用说明配比。

武汉市睿意达技术有限公司坚持“以人为本”的企业理念,拥有一支专业的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。睿意达供应——您可信赖的朋友,公司地址:武汉市蔡甸区渣山街联谊一路69号。

文章来源地址: http://dgdq.m.chanpin818.com/dxdl/cgq/deta_1898145.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。