[VIP第1年] 指数:3
[VIP第1年] 指数:3
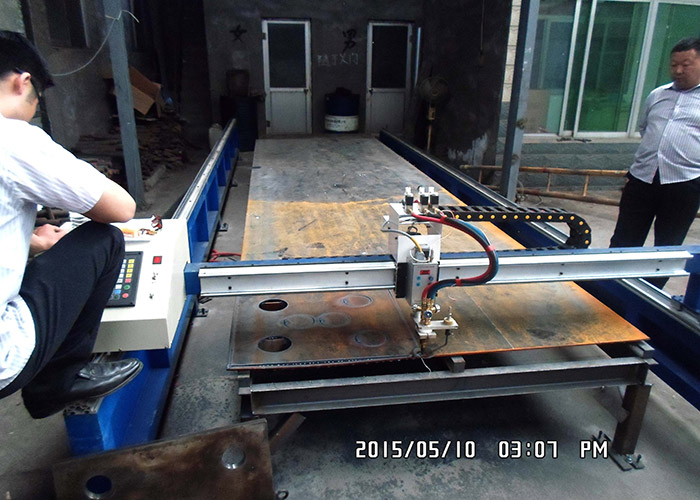
制定的对策:必须采用全位置切割机切割坡口,避免手工切割。自动割刀切割后,坡口面光滑无锯齿形坡口,焊接坡口的角度一致,直线度良好。4.焊接工艺试验及结果通过大量的试验研究及改进,**终我们选用HCD500—6型全位置焊接小车进行了焊接工艺验证,焊接材料选用Supercored71,坡口形式如图6所示。按照表1所示焊接参数,选用厚度为24mm的D36板作为试板,进行工艺评定试验。通过操作全位置焊接小车焊接的焊缝,焊缝质量需要得到船级社的验证并形成焊接工艺规程(WPS)。从表2、表3的试验结果可知,对焊缝各个位置进行低温冲击测试,三次测试后取其平均值,从试验结果看完全满足要求值。硬度测试结果如表4所示。硬度测试点如图7所示。5.现场应用和经济效益在船舶建造过程中,采用全位置焊接小车完成分段上立角焊、立对接焊,外板横对接缝等重要位置的焊接,焊后成形美观,对接焊缝UT探伤合格率高于90%。现场应用的各种焊接位置的焊缝成形情况如图8~图10所示。立焊和CO2半自动焊效果对比如表5所示。从表5可见,全位置焊接小车可以提高焊接生产效率,在相同的时间内,山东自动环缝焊接机多少钱,山东自动环缝焊接机多少钱,焊接效率提高约25%,山东自动环缝焊接机多少钱,改变了原来装配等电焊的格局,同时也降低了工人的劳动强度。通过现场应用和经济效果对比。
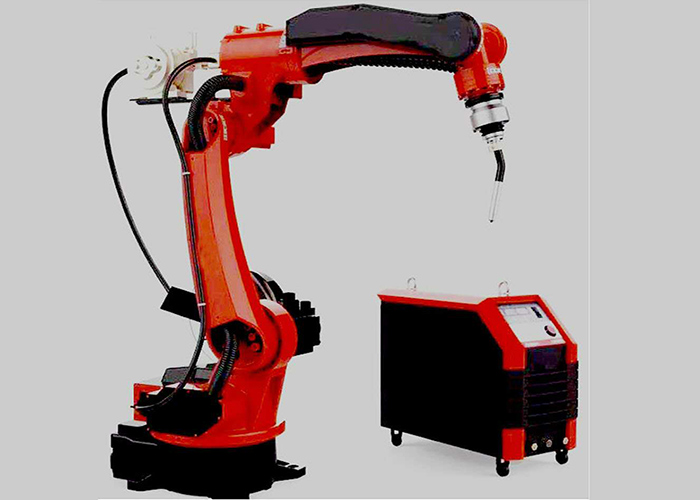
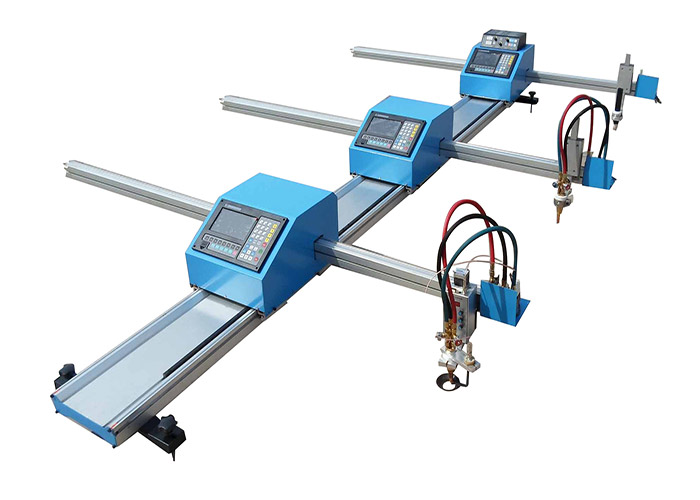
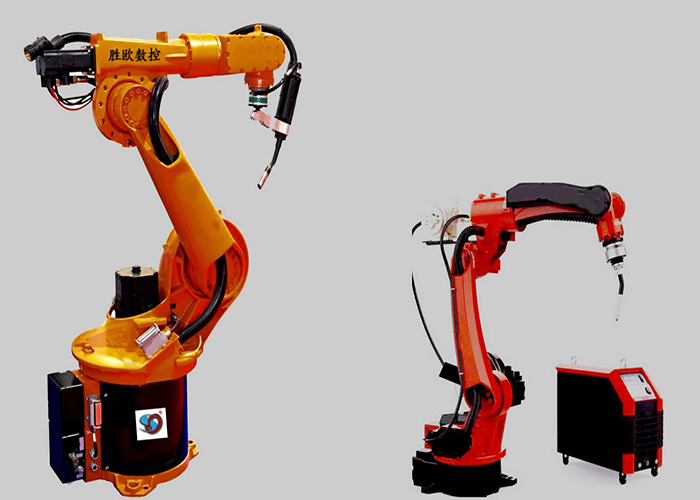
焊接小车是实现现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。轨道是装卡在管子上供焊接小车行走和定位的**机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。轨道应满足下列条件:装拆方便、易于定位;结构合理、重量较轻;有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。焊接小车特点1.具有直线摆动功能。摆动模式、摆动幅度、摆动速度、摆动中心位置和左右停留时间等各种摆动参数都可以调节。2.用数码显示小车运行速度。3.摆动焊接时为了防止咬边和焊不足现象的出现,设置了左右摆动停止时间调节功能。4.焊接停止时焊自动回复到焊道中心位置。5.具有自动收弧功能。6.用于造船、桥梁制造、车辆制造、石油和金属设备等。全位置自动焊接小车:全位置智能焊接机器人研究及应用机器人具有位置传感器。

C02焊接自动焊接小车用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强板,肋板,交叉部位的焊接,箱型梁的焊接等等。其主要优点:减少劳动强度,改善作业环境,提高效率是手工焊的,综合效率比手工焊提高200%。不需要专业技术工人,避免了人为因素所造成的焊缝质量不良,自动焊的提高,可确保焊接质量的稳定性。根据焊接工艺和现场焊接方式不同分为三款:无轨、硬轨、柔轨。1、全款焊接小车带有摆动装置,一次可焊接较宽的焊缝。2、摆动速度、摆动幅度、中心位置和左右停留时间均可以调整,适合各种不同规格的焊道。3、装有磁控手柄,安装对中方便4、安装有感应停止开关,焊接到工件末端时可以自动停止工作,便于一人操作多台设备5、体积小、重量轻,安装移动方便,非熟练工也可以进行操作6、安装有永久磁铁,焊接时可以避免出现焊接线脱离现象7、控制装置可以拆卸下来作为遥控器使用,可放于各种工件上。

文章来源地址: http://dgdq.m.chanpin818.com/dgdqctsb/dhqgsb/deta_4167453.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。