[VIP第1年] 指数:3
[VIP第1年] 指数:3
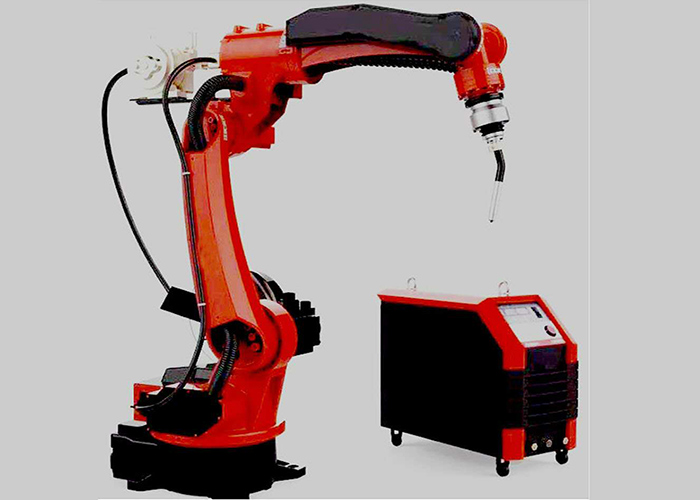
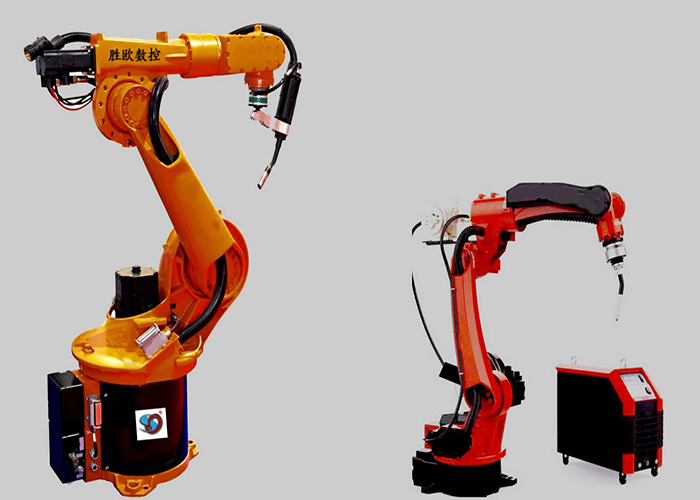
自动焊接小车高能自动化焊接技术现状。(2)有效、节能、自动调节焊接参数的智能逆变焊机将逐步取代手工电焊机和普通晶闸管焊机,焊机的操作趋于简化和智能化,以满足脱盐操作技能的趋势,山东焊接小跑车。(3)在汽车、造船、工程机械、航天等领域,智能焊接机器人广泛应用于各种场合,山东焊接小跑车,极大提高了焊接质量和生产效率。广大焊接工作者为推广有效、自动化的焊接技术做出了艰苦的努力,山东焊接小跑车,取得了巨大的进步,使我国制造业的焊接自动化水平得到了极大地提高。
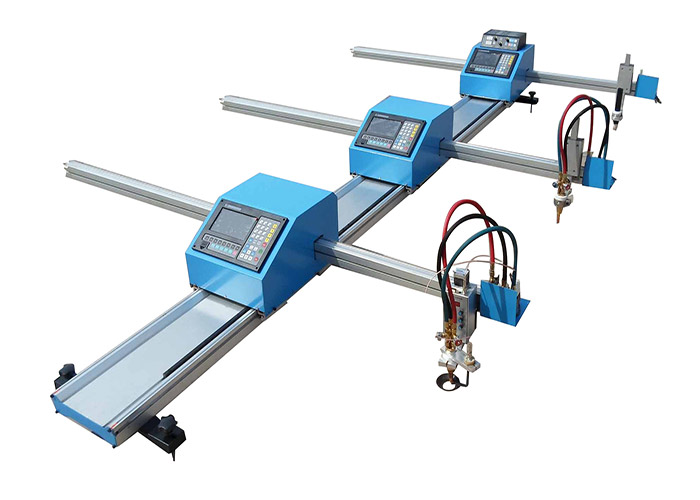
全位置焊接小车应用难点与对策:改进全位置焊接小车电源国外焊接小车直接采用110~220V电压供电,在供电过程中,由于电压过高,必须设置警戒线,即便如此,也无法完全确保焊接过程施工人员的生命安全。考虑到在220V的基础上增加变压器,使电压降到安全电压24V后,施工人员在拎小车的过程中还需拖拉电源线,极为不便,因此采用锂电池作为供电装置,简化了电源配置及电源接线等众多繁杂工作,使焊接小车能更好的服务于不同作业场合。改进全位置焊接小车摆动器全位置焊接小车的摆动装置电动机采用无刷电动机,其使用寿命为常规有刷电动机的5~10倍,同时摆动无刷电动机输出的转子位置反馈信号可直接作为焊接摆动装置的摆动角度控制信号,不仅简化了外设位置传感器,更有效杜绝了因多余外设引入的故障率及寿命问题。
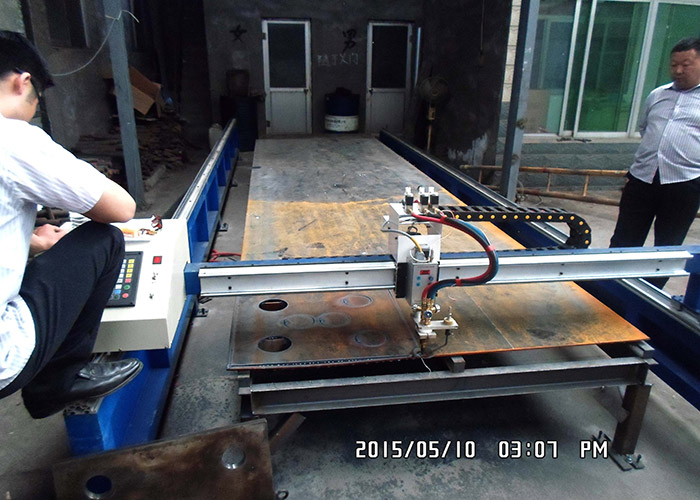
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;(2)焊接电流下限较高。3、生产效率高由于焊丝导电长度缩短,电流和电流密度明显提高,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。
文章来源地址: http://dgdq.m.chanpin818.com/dgdqctsb/dhqgsb/deta_3793936.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。