[VIP第1年] 指数:3
[VIP第1年] 指数:3
液压、电器元件均采用国内外质量配件。新老机型产量对照表。此数据以D14机型为例,只供参考不做产量依据,实际产量多少和各厂家使用的刀头质量、锯片好坏、工人素质等都有关系。采用全新复合材料“纳米尼龙”布料,有防水、防尘、抗拉力防磨损等特点,使用可拆式拉链结构有利于方便更换。采用全新复合材料“纳米尼龙”布料,有防水、防尘、抗拉力防磨损等特点,使用可拆式拉链结构有利于方便更换。机器主要部件采用数控加工机床加工,确保元件加工精度。采用数控镗床加工柱孔、主轴箱等,有效保证同心度的加工精度,提高产品稳定性。采用全新磨床批量加工导柱,加工精度高,质量有保证。功率大,效率高,安装方便,直接安装于挖掘机上水冷却,对硬岩进行锯切后用破碎锤打击采石效果好。安装简单,维护保养经济,给你的施工难题带了全新的施工方法及新时代下的施工带来巨大乐趣和的锯切动力感。可根据挖掘机,装载机功率及施工要求进行量身定做。每一次石材的切割,都是锯石机技艺与匠心的展现,也是石材之美得以绽放的瞬间。台州双端面锯石机生产厂家

检查各操纵手柄及按钮的工作情况,并保证灵敏有效。当完成上述各项检查后,交所有润滑处注油润滑,注入的油应保持清洁,这时可部分逐项试车,即先试主传动电机,检查主轴运转情况,正常后可关机;试验升降电机,检查横梁沿滑板导轨升降运行情况,正常后可关机;再试横动电机,检查横向移动运行情况,正常后可关机;再试台车自动分片运行电机,检查运行及分片情况,正常后可关机;再试验水泵电机,观察水泵运行情况,正常后可关机;试验自动运行工作情况,使锯机空运转,当锯机各部运转都正常后,则可进行负荷试验,在负荷试验中,首先装好锯片,从低负荷开始,然后逐步增加。试验过程中,应注意检查主电机,横动电机电流的变化情况及其它电机的负载变化情况,并检查锯机各部件的运转情况以及声音。浙江双端面切割机厂家排名锯石机具有良好的耐用性和可靠性,能够长时间连续工作,提高了生产效率。

圆盘锯石机也叫开山锯石机,矿山锯石机,主要的方法就是直接用圆盘锯对山体进行锯缝的垂直面切割,有些地方是需要人工打楔劈裂分离石料的水平面,这叫半机械开采。当圆盘锯分离切割石料的垂直面后,我们要使用绳锯将石料底面从矿体上锯切分离。这样可以很好的控制石材的平整度,增加石材的价值,也是目前一种先进开采各种石头的方法。我们知道人工分离劈裂就不会有这么好的效果。我们的圆盘锯通常与绳锯石结合在一块使用的,只要你们的矿体面积大,我们的圆盘锯切割长度是不受限制的,并且距离石越长越好,一半都是几十米有的甚至超过一百米,两条锯缝之间的面积达到200方以上,以往使用串珠锯开采时都采用高度6~12m的高台阶开采,水平底面的面积一般在60~200m2左右,钻孔深度通常不会超过25m。但配合圆盘锯开采后,如此大的水平面积切割将不受到交汇孔深度和交汇难度的制约。
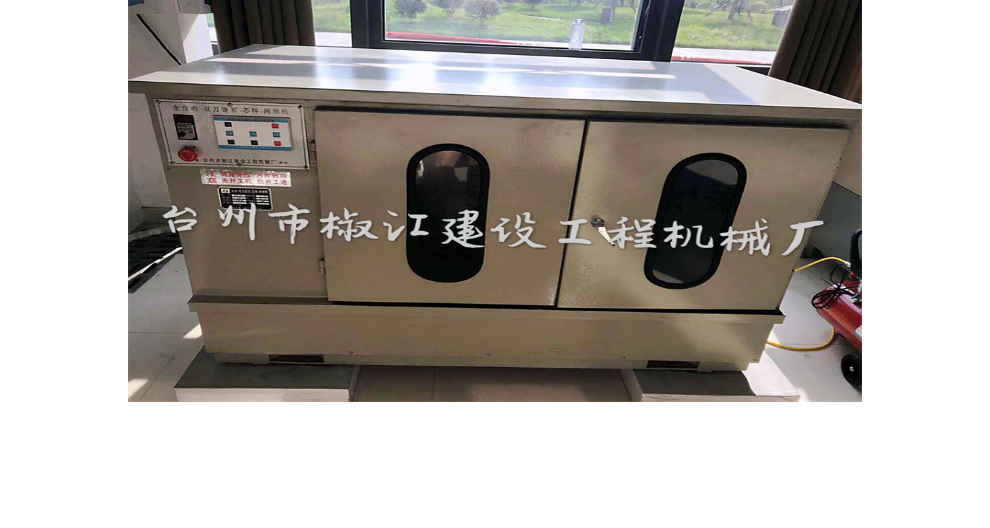
锯石机是涉及锯石机结构的改进石材加工的传统设备。有桥式锯石机、单臂式锯石机等类型。具有节省时间、提高效率、降低故障率等优势。多用于切割水磨石、天然石、混凝土制品、陶瓷、耐火砖等非金属材料板材及管材。检查锯石机电源电压及供水系统。把试件放入工作台上,用夹具把试件固定好。关闭好锯石机的箱们,打开供水系统。接通电源打开电源开关,根据试件的硬度调节刀具的运行速度。打开开关开始工作,直至锯石机走完行程退回起点为止。关闭锯石机,关闭供水系统取出试件。正常切削过程中如发现主机有异常响动,应立即退刀停机检查;也不能按快进按钮,否则会损伤刀片和设备;切割过程中要随时检查冷水是否充足,以防刀片磨损或卡死。使用完毕应及时清扫工作台面上的残留岩渣,擦净刀片与工作台上的水渍,加注进刀拖板与导轨的润滑油。锯石机采用了先进的液压控制系统,具有稳定的压力控制和流量调节功能。

人类使用石材的时间可以说已经有了漫长的历史,50多万年前的北京猿人就知道使用石头作为工具,去加工另外的石头,做成工具去狩猎、修整山洞、维持日常生活,石头可以说是古老的加工石材的工具,以后,人类用古老、笨重的原始工具创造出了诸如英国远占时期的巨石阵,古希腊时期的巴台农神庙,古罗马时期的角斗场,古埃及的金字塔,中国的万里长城等。然而,早期人类对石材加工大都是以手工为主和少量简单的手工工具加上兽力,即使到了近代欧洲的工业化已经起步时,建筑诸如巴黎圣母院、比萨斜塔、科隆大教堂、梵蒂冈大教堂等这些完全用石材建造的建筑时,仍然如此。此时虽然火yao已经普遍使用,但也只起到从山体上分离岩石的作用。用人力,兽力与简单工具开采和加工石材维持了相当长的一段时间。其间创造出了许多灿烂、辉煌的石材建筑与艺术。锯石机的出现,不仅提高了石材加工的效率,也推动了整个行业的进步与发展。台州混凝土切割机怎么选
随着科技的不断发展,锯石机的性能和功能也在不断改进。台州双端面锯石机生产厂家
刀头破损原因:刀头结合剂太硬;锯片进给速度太快。解决方法:根据被切材料选择使用较软结合剂的锯片;降低锯片的进给速度。刀头磨损过快原因:刀头结合剂太软(对于被切材料);冷却水量不足;由于传动带松动或电压低或不适当的转速引起的功率不足;锯片没有垂直于被切材料。解决方法:根据被切材料选择使用较硬结合剂的锯片;检查冷却水系统,确保水泵正常运转;确保供电电压;检查主轴法兰盘,确保锯片和设备的垂直度;检查锯片的转速。刀头掉失原因:在切割过程中被切材料滑动将刀头扭掉;使刀头受到重击;法兰盘磨损不能固定锯片,导致锯片扭曲;主轴磨损导致的锯片失圆使锯片受到较大的冲击;过热;锯片受到猛烈冲击。解决方法:切割时牢固固定被切材料;更换两侧的法兰盘;更换磨损的主轴;检查冷却水;移动设备或被切材料时应避免撞击锯片。钝、不能切割原因:锯片结合剂太硬;动力不足不能够使锯片正常切割,锯片没有被施加足够的切入压力;锯片线速过高。解决办法:选择使用较软结合剂的锯片;检查传动带、电压和马达;确定使用了足够且并不过大的切入压力;根据设备的说明书选用与之匹配的相应。台州双端面锯石机生产厂家
文章来源地址: http://dgdq.m.chanpin818.com/ddgj/dianju/deta_24707331.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。